Revisiting some circuits built 15(!) years back – feels more like 10 years back, high speed light pulse transmitters and receivers. These come in handy to measure the speed of light. Nowadays, I would rather send out some train of pulses with applied digital modulation, say, a pseudorandom sequence, and then calculate the time difference digitally, from the received signal. This would surely be be very much more sensitive, but also much less instructive than receiving light pulses discretely.
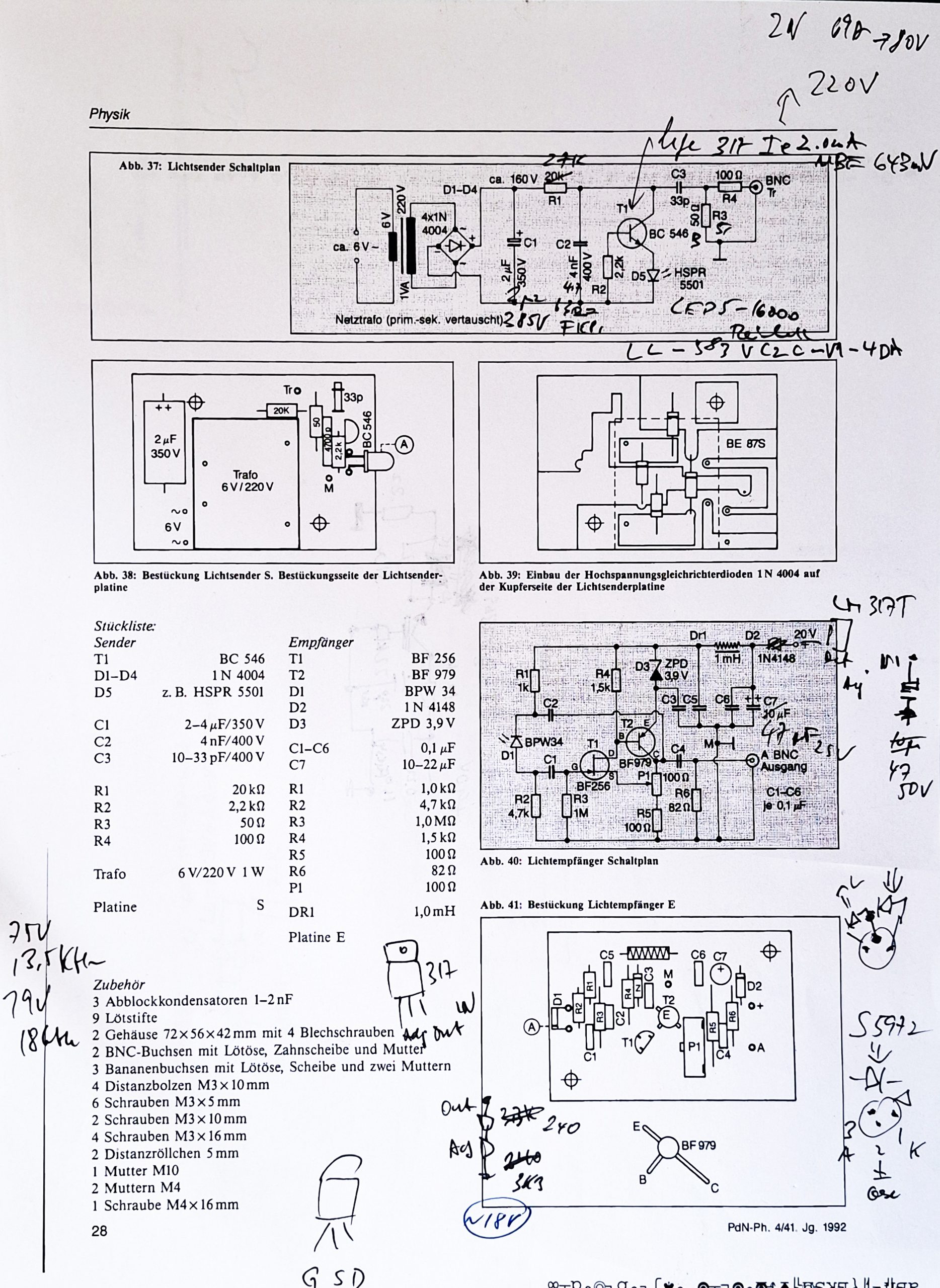
The first motivation years back was a request from a school to build several sets of light transmitters and receivers, so that students could measure the speed of light by determining the time of travel of light pules. It follows closely this wonderful article of Mr. Ehret, unfortunately, I only have it in German:
Bernhard EHRET: Messung der Lichtgeschwindigkeit mit Lichtimpulsen.
Journal: Praxis der Naturwissenschaften. Physik, Volume 41 (1992) 4, pages 17-35
I built several versions of the light transmitter, the first sending pulses of small power, at a current pulse amplitude that doesn’t hurt the LED for a long time. Good enough for some shorter distance measurements. As a reflector, a back-reflector used for light gates is recommended (cat’s eye reflector), approx. 30×30 cm will do fine.
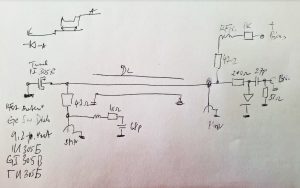
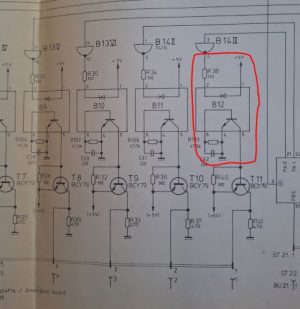
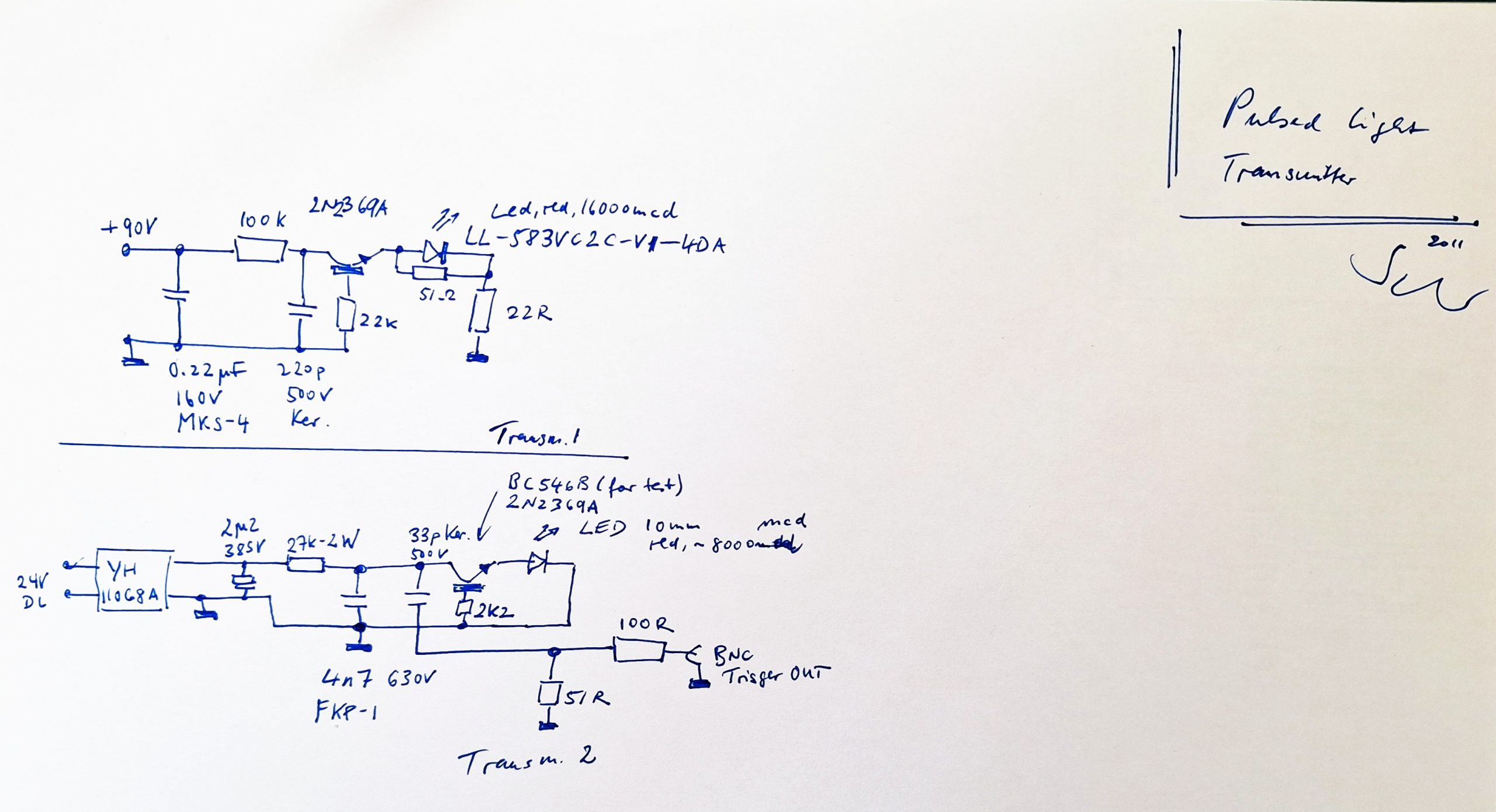
The schematics all are similar: there is an input capacitor, a current limiting resistor to charge a pulse capacitor, and a transistor used as avalanche device to generate the pulse. The pulse duration is very much limited by the LED rather than the transistor.
Mr. EHRET recommended a BC546 resistor, and I have also tried this first. The collector-emitter breakdown of the BC546B which I used in the circuit was above 200 Volts, and with the energy stored at such voltages in a 4n7 capacitor (a FKP1 Wima pulse rated capacitor), the LEDs used were quickly destroyed.
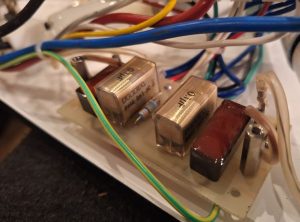
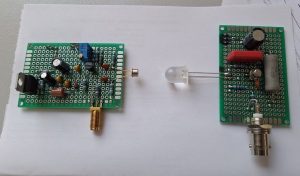
These are the two test circuits, the received and the sender, similar to the suggested circuits from the journal article, but with voltage stabilization of the receiver (LM317T added to regulated the voltage to 18 V).
The receiver is a wide-band FET-input amplifier, the resistors at the source of the FET are quite important: together with the PNP transistor, these provide negative feedback to counteract the Miller capacitance effect of the FET. The amplifier circuit could be replaced by any modern fast transimpedance amplifier, but hard to beat the cost of a BF256 FET and a BF979 transistor. Both parts can be replaced by similar devices, eventually with some minor adjustment of the resistor values to adjust the currents appropriately.
The photodiode, rather than the BPW34 I used a fast Hamamatsu S5972, because I had several in stock from other projects. The S5972 operates at low voltages, wide spectral response also for visible light and has about 500 MHz bandwidth.
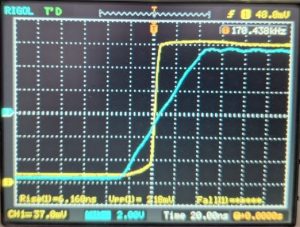
The transistor conductive breakdown will happen in less than 1 ns, but the pulse is about 43 ns long, because of the intrinsic properties of the LED, like, its inductance.
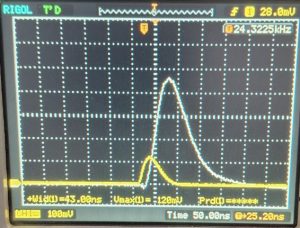
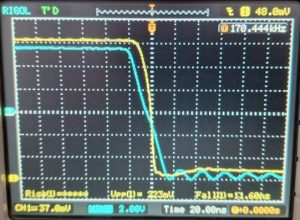
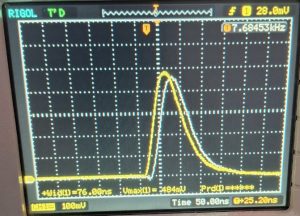
With the high breakdown voltage, it seems the light output is not much larger compared to the pulses generated by a 2N2369A at ~90 Volts, and there is considerably more ripple and noise at high breakdown voltages (white trance below is the BC546B circuit compared with the 2N2369A – yellow trace). Definitely, the classic 2N2369A (I have a stock of “JANTX” mil-spec tested devices and don’t recommend to use some copies or fake 2N2369 but rather metal TO-18 case old stock to be sure about the breakdown characteristics – modern versions and copies/fake 2N2369 may work well for common uses, but could have a completely different die inside, with random breakdown voltages).
![]()
The 2N2369A gives reliable breakdown performance, and the rate of the pulses can be controlled by the voltage applied to the circuit, adjust to about 20 kHz, which requires roughly 90 Volts.
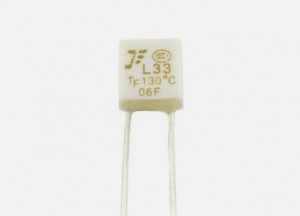
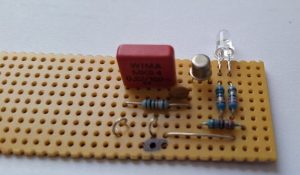
This is the board, with the BC546B soldered, it is a rather modern version of that transistor. Maybe I should have tried some older stock BC546B, BC238B and so on, but whatever you use, the breakdown voltage should not exceed 150 Volts, otherwise, you are at risk of damaging the LED. With high efficiency LEDs and 90 Volts breakdown, there is no practically relevant aging of this circuit, but at 4n7 capacity and >100 Volts, some aging will show up eventually. The lifetime of the LED will likely also depend on the pulse current, but the test circuit was build with rather low inductance traces (short wires, barely 1 cm), so the currently will be close to the highest obtainable. The LED could be soldered in with shorter leads.
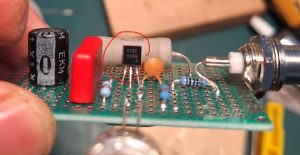
This is really the best choice, the 2n2369A!
![]()
The high voltage the drive the transmitter is conveniently generated by a YH11068A DC-DC converter, available from Aliexpress for just a few dollars. Even though this module has considerable noise, it doesn’t disturb the receiver, and because of the current limiting resistor in the pulse, has also no effect on the pulse performance.

It is such a nice experiment and easy to build, some small danger with the DC voltage, but most of that circuit is severely current limited. If you have a scope that is capable of ~50 MHz bandwidth, it is a nice experiment for nights outdoors, and even kids will be interested to set up the mirror and see how light travels at limited speed.
At the time, I did also experiment with laser diodes, red and orange diodes ranging up to 35 mW, but there is no particular advantage in using these. Focusing a laser beam over 10-20 meters of travel it also not an easy task. Better just to use a LED, and large lens of appropriate focal length (say, 200-250 mm).
In the archives I also found some of the earlier measurements (note the datecode: September 2011), using a 54720a scope with a 54721a plug-in (4 GSa/s with 1.1 GHz bandwidth). Some pulses are barely 25 ns wide when measures correctly, which is less than 10 meters of light. I.e., the light pulse is so short that it is just about 10 meters “long”. The light source was a HL6323MG laser diode, a 639nm, 30mW AlGaInP laser diode of Ushio corporation.