The FKM349VL is one of many similar benchtop mills, Made in China. It’s size and power requirements make it quite suitable if you need a small machine that is still capable of machining aluminum alloy, and to some degree, even steel.
General characteristics – X travel = 490 mm, Y travel = 160 mm, Z travel = about 330 mm.
Table size is 700×180 mm
Spindle is MK3 with M12 draw-bar (this is the most significant limitation – only manual tool change!).

The linear stages use 16 mm, 4 mm pitch ball screws. Motors are 4.5 Nm, 6 Amp nominal. These are quite powerful, plenty of torque for this machine. This allows velocities of about 1800-2200 mm/min with no steps lost.
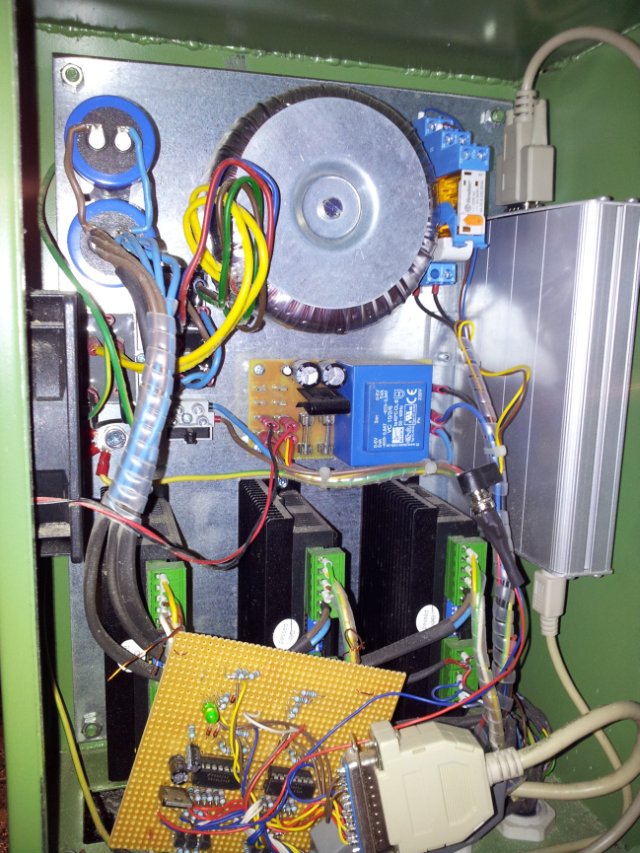
The control electronics are all housed in a cabinet attached to the machine. All pretty nicely made (motors powered by roughly 50 VDC, from the toroidal transformer; the blue transformer provides 12 VDC for the control circuits):
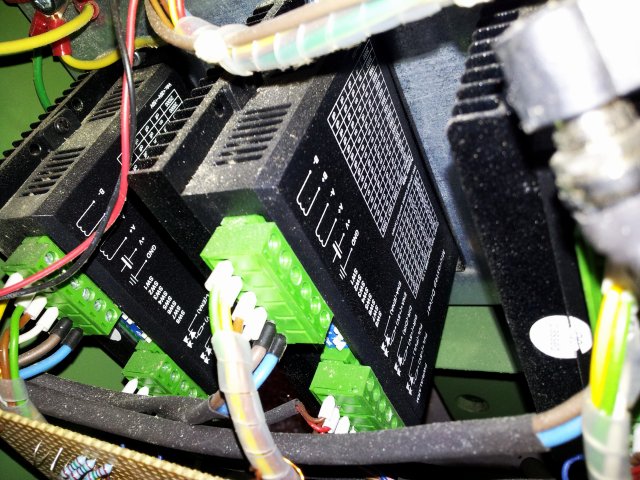
The stepper drivers – Leadshine units, up to about 5.5 Amps, configured for 4.3 Amp peak, 3.1 Amp RMS. Type MD556, V2.5. The units are similar to the Leadshine M542 and M752 units. Aka, KL-5056, aka, Rhino RMCS-1102 – many similar units exist.
The stepper motors have 200 steps/rev; the drivers are configured for 8 microsteps per full step – this results in 1600 steps per rev.
By default, this machine came with a “CNC-Workbench” CNC controller, offered by W+W Automatisierung (www.ib-weigelt.de). I gave it a try but soon found out that it is not up to my requirements; it’s a nice little controller, for what it is, no complaints, but really only for very basic uses, and difficult to interface with other CAD/CAM software. Most of my other machinery either uses industrial control, or EMC2 (LinuxCNC), so the decision was soon made to adapt the control to EMC2.
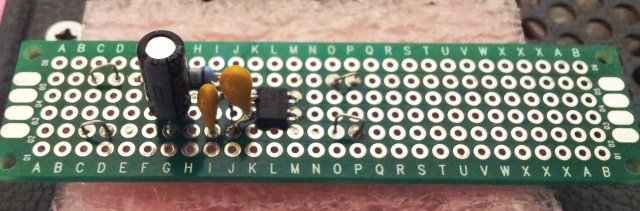
EMC2 has a powerful hardware layer, using the parallel port for control input and output. To allow proper speed and noise immunity (very important if you don’t want to run into issues!), a little interface circuit was fabricated, on a piece of perf board:
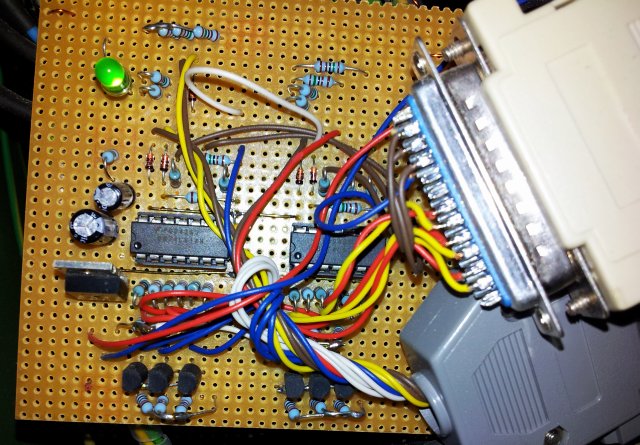
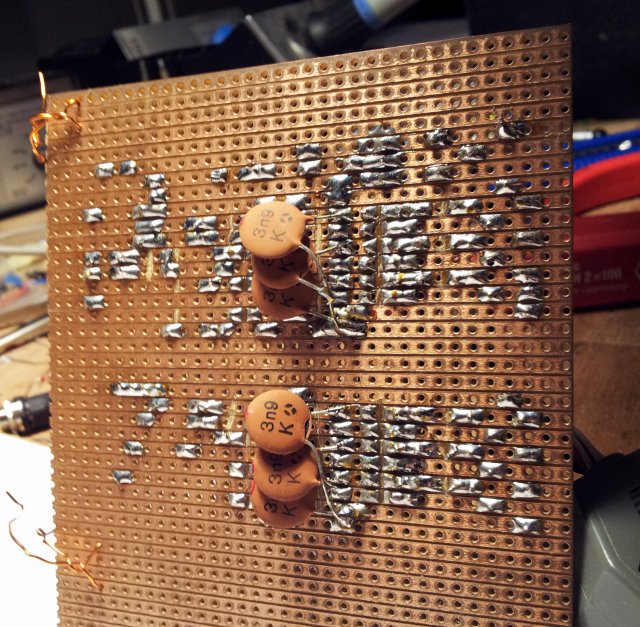
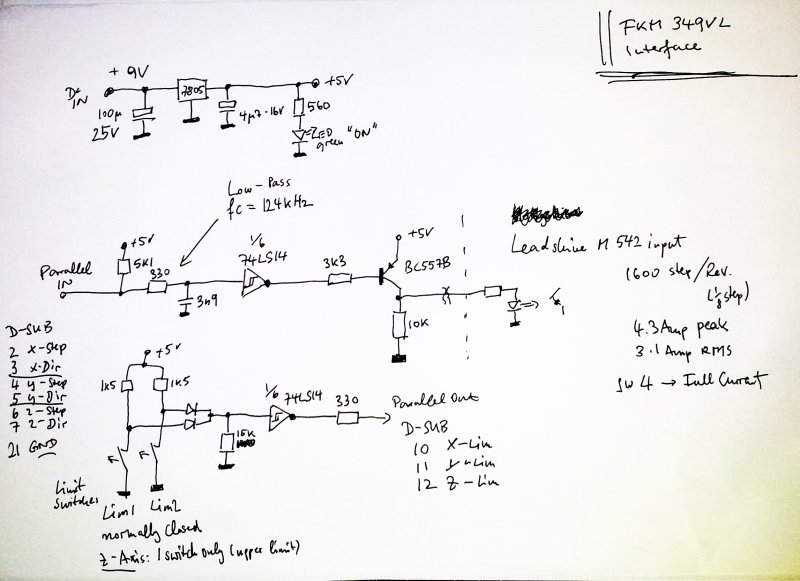
Nothing too fancy – low pass filter, Schmitt trigger, LED driver (the stepper driver use optocoupler inputs). The limit switches are combined by diode OR connections, switches are normally closed – to prevent machine damage in case of a broken wire.
The internal interface of the machine, originally used by the “CNC-workbench” controller uses a pretty uncommon high density D-SUB connector – 44 pins!
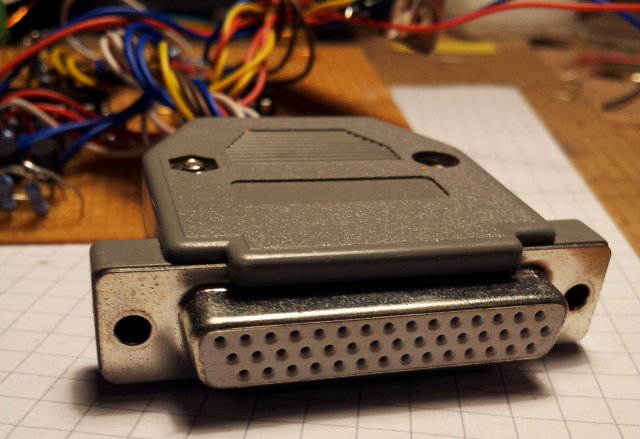
First time I have seen this type of connector, but it offers a fair number of contacts, for a pretty reasonable price, and quite a bit of soldering effort!
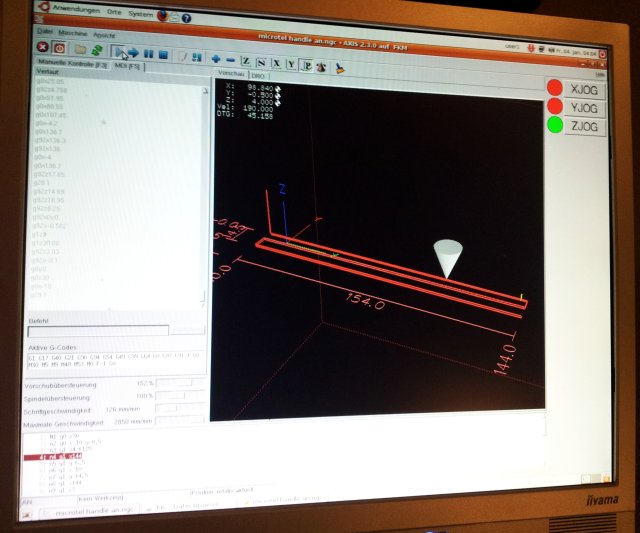
The software implementation – let me know in case you need the EMC2 HAL files for reference. Also attached a little incremental encoder as a “handwheel”, using a second parallel port. Quite amazing what you can do with a second hand computer, a few parts, and free software!